by John Bonforte, Sr. | Apr 15, 2016 | ECH, Epichlorohydrin Sponge Rubber |
Epichlorohydrin Sponge Rubber (EHC)
After extensive lab and production testing, we’re pleased to meet growing customer demand by offering epichlorohydrin sponge rubber in not just one, but all five ASTM 1056 hardnesses.
Epichlorohydrin Sponge Rubber is increasingly popular with auto makers, because of its resistance to biofuels (as well as to oil contact), along with its ability to perform well under continuous temperatures of 300 degrees F.
ECH sponge rubber also provides good resistance to weather, ozone, sunlight and oxidation.
- Non-automotive applications include:
- Oil field specialties
- Diaphragms
- Pump and valve parts
- Vibration isolators
- Paper mill and printing rolls
- Power and conveyor belting
Companies no longer able to offer EHC
With so many other companies no longer able to offer epichlorohydrin sponge, Monmouth Rubber sought the opportunity to exceed customer expectations: We not only provide all five hardnesses of ECH but also offer customized bun sizing to help customers maximize their production operations.
Free Samples & Tech Support. Call 1-888-362-6888.
Related Topics and Resources: Rubber and Plastics | Closed Cell Gaskets | Rubber Library
by John Bonforte, Sr. | Apr 15, 2016 | John M. Bonforte Jr., Monmouth Rubber & Plastics |
Monmouth Rubber & Plastics Corporation’s new owner succession plan
LONG BRANCH, NJ – The final phase of Monmouth Rubber & Plastics Corporation’s succession plan was completed January 1 with John M. Bonforte Jr’s assumption of the roles of president and COO of the sponge rubber and plastic foam manufacturer.
Formerly Monmouth’s sales manager, Bonforte took over the company’s day-to-day operations in early 2010. He had begun his Monmouth career as a high school student, working the second shift after school and during summer breaks. Bonforte became the company’s sales manager in 2004, with responsibilities for sales, quality and customer service.
“A carefully devised and well-executed succession plan ensures the longevity of any company,” Bonforte said. “And longevity is a major key to corporate success.”
The change of ownership coincides with Monmouth’s increasing significantly its production capacity.
“Monmouth already is a leader in the manufacturing of closed cell sponge rubber and plastic foam. The increased capacity will further solidify Monmouth’s leadership position in the market,” Bonforte said.
Extensive technical expertise
“The other critical element in our continued success is our technical support,” company founder John M. Bonforte Sr. said. “As other closed cell sponge rubber and plastic foam manufacturers shut down, a significant need persists for the kind of extensive technical expertise and knowledge that only we have.
“Our technical support is second to none – and available to anyone with a serious interest in our industry,” said John Sr., who will remain with Monmouth as general manager and technical director.

by John Bonforte, Sr. | Apr 15, 2016 | Monmouth Rubber & Plastics, Neoprene |
LONG BRANCH, NJ – Long-time closed cell sponge rubber & plastic foam manufacturer & recycling proponent Monmouth Rubber & Plastics Corp. has taken the next step in its conservation efforts with the completion of a major expansion and upgrade at its Long Branch plant and headquarters.
The maker of Neoprene sponge & foam and other closed cell rubber and plastic materials also expects the efficiency improvements to benefit its customers through increased product quality and lower production costs.
The expansion included a new equipment line, consisting of state-of-the-art mixers and presses, along with data monitoring of all processes.
New electrical lighting throughout the facility will lower the company’s electric bills while improving visibility throughout the plant, which the company expects will increase worker morale and, subsequently, efficiency and quality.
“Monmouth is going state-of-the-art, with efficiency on a global scale,” company founder and General Manager John M. Bonforte Sr. said.
The Long Branch-based company undertook the project with assistance from the New Jersey Clean Energy Program, which offers financial incentives for commercial, industrial, and government customers to integrate energy efficient and renewable technologies into new construction and upgrades.
The upgrade is a continuation of long-standing policies and practices at Monmouth Rubber & Plastics, Bonforte said, noting the company achieves 98% recycling of all waste materials produced at the Long Branch facility.
Emergency Demand Response Program
To further its role as a good steward of natural resources, the neoprene foam manufacturer also enrolled in an emergency demand response program, in which Monmouth Rubber & Plastics agrees to reduce its electric power consumption on demand during critical periods to help avoid local and regional power outages.
“Our participation in this program contributes to the overall protection of the power grid and helps avoid additional utility costs and lost revenues for all consumers & businesses in our community,” Bonforte said.
Monmouth Rubber & Plastics
Monmouth Rubber & Plastics is a leading manufacturer and distributor of closed cell sponge rubber and plastic foam products. Visit the company’s website to learn more about its green manufacturing practices as well as its recycled rubber products.
by John Bonforte, Sr. | Apr 15, 2016 | Neoprene, Neoprene Wetsuit |
After nearly 25 years, U.S. manufacturer Monmouth Rubber and Plastics Corp. puts the Neoprene ‘Made in America’ label back on an iconic American product.
Some products are just synonymous with America. But these days, your grandma’s apple pies are one of the few products that are actually still made here. During the past few decades, many U.S. manufacturers have been outsourcing the production of some of America’s most iconic products to cut down on manufacturing costs. Even America’s greatest pastime, baseball, is played with balls stitched together in Costa Rica; and many of Mattel’s most iconic American toys, like the Barbie doll, are now made in Hong Kong.

NEOPRENE WETSUIT
NEOPRENE WETSUIT
The neoprene Wetsuit is another true American icon. It symbolizes the ‘surf culture’ that has evolved from denoting the 1950-1960s carefree waterlogged rebel with a tanned muscular build and sun-bleached hair, to now reflect more contemporary attitudes which embody freedom, adventure, the responsible use and care of our planet’s natural resources, and the possibility to explore uncharted territory in a different type of world found under the deep blue sea.
However, there was a time when wetsuits didn’t exist. Certainly the Hawaiians had no use for them with their year-round endless summer. But once the addictive sport was exported to California, surfers dived in to the sometimes-frigid Pacific Ocean, and the dire necessity for insulation took on urgency. As we all know, necessity is, indeed, the mother of invention!
THE FIRST WETSUITS EVER MADE.
PARKWAY FABRICATORS
The story of the birth of the neoprene wetsuit is actually quite an interesting one. It begins back in the late 1940s and early 1950s in the town of South Amboy, N.J. A company called Parkway Fabricators & Weiss Clothing was in the business of manufacturing men’s clothing suits. Dan and Fred Weiss, the sons of the owner, were seasoned drysuit scuba divers. In the type of drysuit they used, air was pumped down to the head chamber so the diver can breathe under water for prolonged periods of time.
During this same time period in Bedford, Virginia, Rubatex Corp. began manufacturing a material made of 100% neoprene rubber in a sheet measuring 40″ x 120″. This material was known as Rubatex G231N. It was manufactured through a unique process using a nitrogen gassing chamber. At that time, no other company had a gas blown material, and more importantly, no one had a 100% neoprene material with the high physical properties of the Rubatex G231N.
Dan and Fred Weis discovered the existence of Rubatex G231N and came up with the idea of using it to make an insulated wetsuit to help keep divers warm in cold water temperatures. Since they were both Cloth Cutters by trade, they were well-versed in cutting shapes out of various types of materials to make a suit.
NEOPRENE WETSUIT MATERIAL
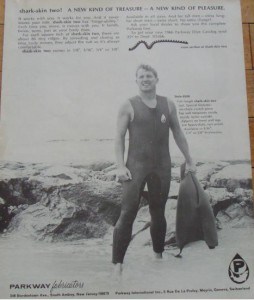
THE FIRST WETSUITS EVER MADE.
The first wetsuits manufactured actually had a skin on one side of the neoprene material. There was no fabric lamination. Talcum powder was used to stretch the material over the skin. The Weiss brothers introduced the concept to the U.S. Navy and subsequently, Parkway Fabricators became the worldwide leader of making wetsuits in an exclusive arrangement with Rubatex.
Several years went by, and in 1962 the Japanese introduced a new type of chemically blown wetsuit material. It soon found its way into Taiwan. Over the next 25 years, the Japanese in concert with the Taiwanese became the worldwide leaders in manufacturing wetsuit material. The Taiwanese added textured designs to the rubber surface and fabric laminations – commonly referred to as four-way stretch nylon. By the early 1990s, Rubatex Corp. was no longer a contender in the wetsuit market, and by the turn of the century, there was no more skin diving material made anywhere in the United States. With Rubatex G231N now knocked off the market, the only neoprene material available was chemically blown, and it could only be found outside of the U.S. Unfortunately, many companies who purchased the imported ‘knock offs’ discovered they simply didn’t measure up to the quality of the previous material made by Rubatex.
PARKWAY FABRICATORS
Gasket Cutters, Fabricators and OEMs
For many years, Gasket Cutters, Fabricators and OEMs searched worldwide for a manufacturer that could match the quality of Rubatex G231N. Then in July of 2012, Monmouth Rubber & Plastics Corp., with its proprietary technology, decided it was going to be a game changer. It announced new Rubatex equivalents that now complete the full line of obsolete Rubatex stocks – including G231N and G207N, which customers found impossible to find suitable replacement materials. As a result, doing so brought the production of neoprene wetsuit material back to the U.S.A. with the development of a product called Durafoam™ N231.
Durafoam™ N231 is a 100% neoprene closed-cell rubber material EQUAL to the physical properties previously exhibited by G231N Rubatex material. Through the results of extensive product testing and performance, and the unique superior physical properties of this flagship material, the sales of Durafoam™ N231 have skyrocketed. Gasket Cutters, Fabricators and OEMs were ecstatic that they could finally, once again, match the quality of Rubatex G231N with the newly developed technology of Durafoam™ N231 – available only at Monmouth Rubber & Plastics Corp. in the U.S.A.
Background on Neoprene
Just to give you a little background on Neoprene – or the chemical name Polychloroprene (CR) – it is a specialty type of synthetic rubber that is produced by the polymerization of chloroprene monomer. It has a diverse combination of technical rubber properties that are quite unique amongst synthetic elastomers, which makes it a very desirable and versatile material. Applications vary from molded goods, cables, various types of belts, profiles, adhesives, and of course, sponge or wetsuit material. CR has good mechanical strength; high ozone and weather resistance; good aging resistance, low flammability; good resistance toward chemicals; and moderate oil and fuel resistance.
FIRST WETSUITS
Unlike other neoprene products
Unlike other neoprene products, Durafoam™ N231 is not oil-derived. It is also not dependent on Butadiene Monomer or Petrochemicals – so less oil use means lower carbon emissions into the atmosphere. The manufacturing process is GREEN because the raw material is based on Limestone, a sedimentary rock that can be found naturally throughout out the world. Through the Acetylene process, Limestone is converted to Chloroprene Monomer to ultimately make Durafoam™ N231 – which is used by Gasket Cutters, Fabricators and OEMs to make all kinds of end products – including neoprene wetsuits.
Monmouth Rubber & Plastics Corp.
Located in Long Branch, N.J, Monmouth Rubber & Plastics Corp. is one of the few remaining manufacturers that solely keeps shop in the United States. “U.S. manufacturing is critical to maintain a strong economy. American people spending American dollars on American products equals American jobs. These jobs are the foundation of a thriving economy,” says Founder and General Manager John Bonforte, Sr. Since many ‘expatriot’ manufacturers left the country and set up operations overseas in search of cheaper labor costs, subsidy offers, and the desire for better access to international markets, Monmouth Rubber and Plastics Corp. stayed loyal to the U.S. “While maintaining our rubber manufacturing factory on U.S. soil may appear to decrease our bottom line, that type of thinking is short-sighted. You have to look at the big picture. At the end of the day, when our economy thrives, we thrive.”
U.S. manufacturers
The fact of the matter is, all U.S.-based manufacturing underpins a wide range of homeland jobs that stretch far beyond the common icon of factory line workers and machines. U.S. manufacturers additionally support higher-skill jobs that include accountants, bankers, lawyers, and other professionals that are associated with any industry, as well as a wide range of other jobs including research, technology development, product and process engineering and design, operations and maintenance, transportation, testing, lab work, and marketing.
So why has Monmouth Rubber and Plastics Corp. refused to jump on the ‘outsourcing bandwagon’ perchance to increase its own personal profits for the past 50 years?
“The bottom line is recycling. When you buy U.S.-made products, the proceeds remain in the U.S. economy. The money you spend then pays the workers who directly or indirectly created the product you purchased. When workers spend their money on U.S.-made products, the dollars continue to be recycled, and our economy prospers,” says Monmouth Rubber and Plastics President John Bonforte Jr. “We not only realize the power of recycling dollars back to our own economy, we also offer a full line of recycled cellular rubber and plastic material under the trade name BONDAFLEX™. We provide our customers with our popular tried-and-true Trash to Cash program where we help them go green, save money, and turn their own trash back into cash in their pockets using our recycling program. Everyone wins!”
Free technical support
The company also provides a free technical support program called “Ask John” which provides customers (and potential customers) FREE technical information and guidance on a multitude of rubber and plastic questions and problems. This complimentary service offers real value to OEMs, Fabricators, and Suppliers because it allows them to obtain expert advice along with access to a comprehensive technical library at their fingertips at no cost.
Leading manufacturer of closed cell sponge rubber and plastic foam products
Monmouth Rubber & Plastics Corp. is a leading manufacturer of closed cell sponge rubber and plastic foam products. Visit the company’s website at www.MonmouthRubber.com to learn more about its green manufacturing practices, as well as its recycled rubber products, and flagship Durafoam™ N231 used to make neoprene wetsuits.
For more information and free samples, please be sure to stop by and say hello to Monmouth Rubber & Plastics Corp’s team at the upcoming GFA Gasketing/Converting Expo in Orlando, FL, March 25 – 27, Booth #6.
FOLLOW US ON LINKEDIN TO STAY UP ON MONMOUTH RUBBER AND PLASTICS CORP’S LATEST DEVELOPMENTS.
by John Bonforte, Sr. | Apr 15, 2016 | Cellular Rubber, Monmouth Rubber & Plastics |
Cellular Rubber Market – Global Industry Analysis and Opportunity Assessment 2015 to 2025: Future Market Insights.
DigitalJournal.com: The key drivers for the cellular rubber market include the rubber industry, electronic and automotive industry. Cellular rubber is especially used in the end use industries such as, the automotive industry to manufacture door seals and tubes, body and chassis parts, weatherstripping among others.
London, UK — (ReleaseWire) — 03/18/2015 — Cellular rubber, also known as foam rubber is manufactured using a foam agent which creates an air filled matrix structure. They are porous, closed-cell rubbers which are manufactured in accordance with expansion process with the help of gas developing agents. Cellular rubber are based on synthetic or natural rubber which include elastomer and EPDM. The cells in the rubber are not tight and are not linked to each other. This property of cellular rubber makes it watertight and airtight. Cellular rubber is manufactured on a very large process in the form of blocks. The composition of rubber mixture possesses varied properties and hence, the product is fit to suit the requirements of specific applications.
Send An Enquiry@ http://www.futuremarketinsights.com/askus/rep-gb-310
Some of the physical and technical properties of rubber include, good insulation property, excellent sealing properties, high compressibility, low heat conducting values, low water absorption, NBR/CR mixture along with high resistance to oils and high flame retardance rating, EPDM mixture with ageing resistance and high temperature.
The key drivers for the cellular rubber market include the rubber industry, electronic and automotive industry. Cellular rubber is especially used in the end use industries such as, the automotive industry to manufacture door seals and tubes, body and chassis parts, weatherstripping among others. In the space industry, cellular rubber is used for sealing, shock absorption and confinement among others.
The key segments for the cellular market include North America, Asia Pacific, Europe and Rest of the World (RoW). Asia Pacific is expected to be the fastest growing market for cellular rubber owing to the major rubber and automotive industries in China.
Browse Full Report@ http://www.futuremarketinsights.com/reports/details/cellular-rubber-market
DigitalJournal.com: The major players of cellular rubber industries include: Chicago Wilcox Mfg. Co. Inc., Rogers Foam Corp, Stockwell Elastomerics, American Foam Rubber, LP, Foam Rubber LLC, Saint Gobain Performance Plastics, Metro Industries, McMaster-Carr, Monmouth Rubber & Plastic Corp and Ace Hose & Rubber Co.
This research report presents a comprehensive assessment of the market and contains thoughtful insights, facts, historical data and statistically-supported and industry-validated market data and projections with a suitable set of assumptions and methodology.
About Future Market Insights
Future Market Insights (FMI) is a premier provider of syndicated research reports, custom research reports, and consulting services. We deliver a complete packaged solution, which combines current market intelligence, statistical anecdotes, technology inputs, valuable growth insights, aerial view of the competitive framework, and future market trends.
We have a global presence with delivery centres across India specializing in providing global research reports and country research reports.
FMI is headquartered out of London, U.K., with a state-of-the-art delivery centre located in Pune, India. We combine our knowledge and learning from every corner of the world to distill it to one thing – the perfect solution for our client.
Browse Press Releases@ http://www.futuremarketinsights.com/pressreleases
Browse Articles@ http://www.futuremarketinsights.com/articles
Browse All Upcoming Reports@ http://www.futuremarketinsights.com/reports/upcomingreports
For more information on this press release visit: http://www.releasewire.com/press-releases/release-587102.htm
Read more: http://www.digitaljournal.com/pr/2498958#ixzz3UqH0MXe4

Digital Journal